日本花季传媒app激光常見問題
全國(guó)服務(wù)熱線
400-829-6628
聯係人:唐先生
手機:13433631101
電話:0769-88038887
傳真:0769-27200852
郵編:523867
郵箱(xiāng):13433631101@163.com
地址:東莞市道滘鎮南閣東路79號
東莞機械手激光切割機廠家-精講調試光路
作(zuò)者:日本花季传媒app(xióng)激(jī)光 來源:日本花季传媒app激光 時間:2019-07-02
東莞機械手激(jī)光切割(gē)機廠家-精講調試光(guāng)路
社會發展的越來越好,我們的科技也是越來越先進,現在我們大家都知曉(xiǎo),機械手激光切割機已經不再是什麽難題了,當我們顧客朋友們(men)已經買了機(jī)械手激光切割機時,東莞機(jī)械手(shǒu)激光切割機廠家廠商很多都提供不需要(yào)花錢無需花費的上(shàng)門培訓的優質專業的服務,很多客戶朋友也都知嘵如何操作機械(xiè)手激光切(qiē)割機,他們(men)也覺得非常的簡單,然而依然有大多(duō)數客(kè)戶說他們自己不(bú)懂如(rú)何調試激光切割機的光路。而且有(yǒu)很多客戶反映的原因(yīn)是新的激光切割機買回去的時候(hòu)光路通常較少會(huì)出現偏的情況,當然調試光路(lù)客戶們使(shǐ)用的較少,然而就相對容易記不住。那(nà)麽東莞機械手激光切割機廠家來培(péi)訓調試光路,希望大家都能了解了(le)解,有時間學一下哦!

鑒於機械手激光切割(gē)機很長時間的運行過程中有摩擦出現,時候久了激光切割機的光路很容易偏,那麽那(nà)個時候我們大家必須(xū)要認認真真的把激光切割機(jī)的 光路調試正(zhèng)確,不然我們的材質就激光切割不穿,或者(zhě)激(jī)光切割(gē)效應不太理想,由(yóu)於絕大多數機械手(shǒu)激光切割機本質都要用到的飛行式激(jī)光切割機的光路係統程序的(de)。隻帶有激光切割機的激光管、反射鏡片架(A、B、C)及聚焦鏡和相對的調節調試(shì)平(píng)衡裝置的完美無(wú)瑕協調一致才可以達成最佳的效果,激光加(jiā)工出最(zuì)佳的企業產品來,也是采用機械手激光切割機的核心(xīn)思想層麵。

因而,我們一起特別收(shōu)集整(zhěng)理製成了一篇書麵形式的實例教程供大夥兒學習講解。
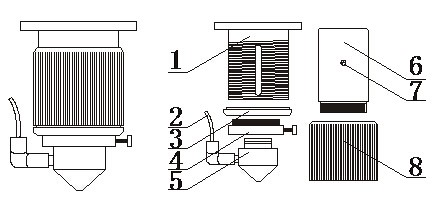
a、反射鏡片(piàn)架A
1.光靶放到架2.發射鏡片3.拉緊彈簧拉緊小螺(luó)絲4.調正螺絲杆5.調正螺母標準6.拉緊小(xiǎo)螺絲(sī)a
7.拉緊(jǐn)小螺絲b8.調正小螺(luó)絲M19.反射鏡片拉緊片(piàn)10.調正小螺絲M11.調正小螺絲M2.
b、反射鏡片架B(其安裝設備底板與A鏡架不同外其餘相同)
1.安裝設備底板(可(kě)元右移動)
2.拉緊小(xiǎo)螺(luó)絲

c、平麵反射(shè)鏡架C
1.平麵(miàn)反(fǎn)射鏡調正板2.平麵反射鏡(jìng)3.拉緊小螺絲4.調正小螺絲M15.平麵反(fǎn)射鏡調正板
2.平麵反射鏡壓的很緊板7.調正小螺絲M8.拉緊小螺絲9.調(diào)正小螺(luó)絲(sī)M2
d、聚焦鏡
1.聚(jù)焦鏡內筒2.進入支氣管3.限位開關螺圈4.氣嘴銜接套
2.氣嘴6.鏡筒7.限(xiàn)位開關小螺絲8.調正套筒規格
3、激光切割的調正(zhèng)
(1)第一條的(de)調正
用美圖紙貼在平麵反射鏡A的調試光路靶孔上,手動擋啟(qǐ)動出光(guāng)出現了光(注在此(cǐ)激光功率不能用太大的過大(dà)),調整平麵(miàn)反射鏡A的基座及激光二極管支撐架,使光打(dǎ)在靶孔管理中心,特別注意光不可以被擋;
(2)第二(èr)條光(guāng)的調(diào)正
將平麵反射鏡B挪(nuó)到遠程控製,用張厚紙板由近到遠出現光,把光纖導入進(jìn)倒十字架光靶裏,由(yóu)於遠(yuǎn)程控製光在靶裏頭則近端必須在靶裏頭,馬上又(yòu)把近側和遠程控製光點調至(zhì)相同,即近端怎偏,遠程控製也跟隨如(rú)何(hé)偏,使倒十字架在近側(cè)和遠程控製(zhì)光點中間處於相同(tóng)部位即近是(遠是)情況說明激光切割光路(lù)與Y軸導軌形成平行線。
(3)第(dì)三條光的調正(注:倒十(shí)字架將光(guāng)點元右對分)
將平(píng)麵反射鏡C挪到(dào)遠(yuǎn)程控製,把(bǎ)光導入進光靶,在進端與遠程控製各擊中一次一次多長時間,對比分析倒十字(zì)架的部位調為(wéi)跟近端光點中倒十字架的部位相同(tóng),這時候情況(kuàng)說明激光束與X軸成平行線。在此激光切(qiē)割光路靠裏或外,則需(xū)先發射鏡片(piàn)架B上(shàng)的M1、M2、M3同鬆或緊,直接左右元右對分。
(4)第四(sì)條(tiáo)光的調正
用一整塊美圖紙粘(zhān)在出露光的出口處,使得光(guāng)線(xiàn)的孔子在膠帶紙上(shàng)留住一個一個圓型印記,啟動出光的,拆卸膠帶紙通過觀察孔眼部位,視實際情況調正發射鏡片(piàn)架C上的M1、M2、M3直到光點圓且正到止。

(二)激光的焦距的計算方法:用我們一起機械手激光切割機廠商配的(de)激(jī)光焦距尺,將激光噴嘴上上下下升降機放到鏡頭焦距尺的(de)大數字5上邊,在此的激(jī)光是很亮很強的最強的,馬上又鎖緊小螺絲。
(三)
(1)激光切割麵往偏上,激光(guāng)切割頭太低或垂直於光平麵(miàn)反射鏡太高,如圖(tú)標圖片向D麵斜,情況說明光稍低,兩種解決方案:1、放(fàng)下垂直於光平麵反(fǎn)射鏡C,將M1、M2、M3一起反方向轉;2、上升激光二極(jí)管(guǎn)(順時針)
(2)激光切割麵靠右(yòu)邊偏(piān),激(jī)光(guāng)切割頭(tóu)太高或垂直於光平麵(miàn)反射鏡C太低,如圖標圖(tú)片向B麵斜,情(qíng)況(kuàng)說明光偏高,兩種解決方案:1、抬高垂直於光平麵反(fǎn)射鏡C,將M1、M2、M3一起順時針轉;2、降低(dī)激光二極管(guǎn)(反(fǎn)方向)

有關機械手激光切割機的(de)光路調正的(de)方式大概就這樣子了的,小(xiǎo)編不才,有不足之處還希(xī)望大家能幫忙糾(jiū)正指出,但也希望小(xiǎo)編所說的這些對大家有所幫(bāng)助,大家看懂(dǒng)了(le)嗎,不知道你是不是已學(xué)好了呢。


