日本花季传媒app激光行業資訊
全國服務(wù)熱(rè)線(xiàn)
400-829-6628
聯係人:唐先生(shēng)
手機(jī):13433631101
電話:0769-88038887
傳真:0769-27200852
郵編:523867
郵箱:13433631101@163.com
地址:東莞市道滘鎮南閣東路79號
三維激光切割機(jī)切機燒邊原由及處理
作者:日本花季传媒app激光 來源:日本花季传媒app激光 時間(jiān):2021-06-26
三維激光切割機切機燒邊原由及處理,如今的社(shè)會,我們社會在進科(kē)技在發展,激光技術也是越來越成熟,越(yuè)來越先進,智能化設(shè)備發展得越來(lái)越(yuè)壯大,三維激光切割機(jī)也在(zài)迅速的發展起來,三(sān)維激光切割機在工業廠運用越來越廣泛,對(duì)社會有著(zhe)很大作用,那麽三(sān)維激光切割機有時也(yě)會出現一些問題,比如三維激光切割機切(qiē)機燒邊的原由及處理,下麵日本花季传媒app激光小編就來給大家(jiā)簡單來說下吧(ba)。
三維激光切割機設備:

三維激光切割機設備:
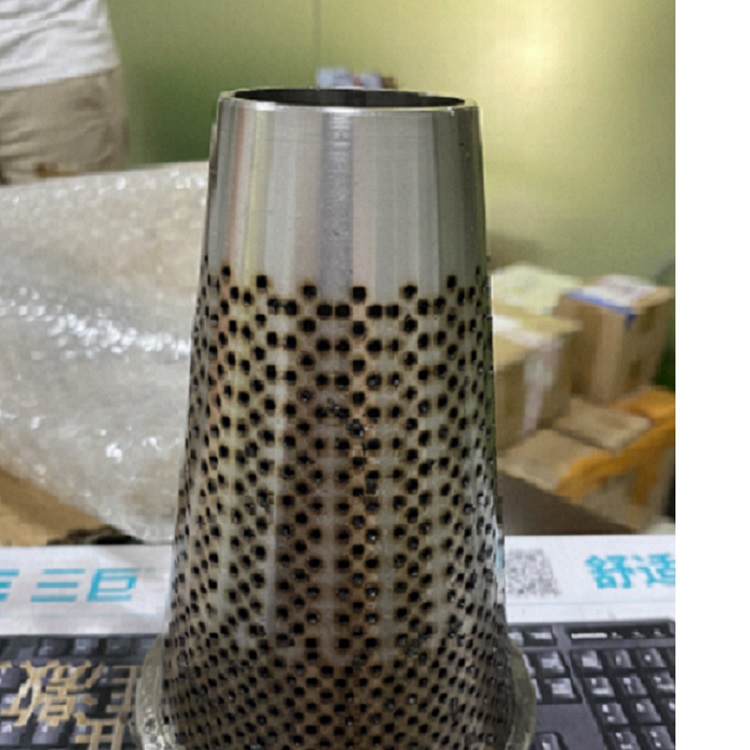
三維激光切割機生產加工鈑(bǎn)金金屬的時候會導致(zhì)很多的熱能,熱(rè)能未獲得(dé)即時(shí)蔓延(yán),導致(zhì)了(le)燒邊狀況。三(sān)維激光切割機設備在(zài)小圓孔的生產加工中,孔側(cè)麵可獲得製冷,雙孔裏側的(de)小圓孔(kǒng)部位…
三(sān)維激光切割生產加工鈑金金屬的時候會導致很(hěn)多的熱能,熱能未獲得即時蔓(màn)延,導(dǎo)致了燒邊狀況。三維激光切割機設備在(zài)小圓孔的生產加工中,孔側麵可獲(huò)得(dé)製冷(lěng),雙孔裏側的小(xiǎo)圓(yuán)孔部位卻由於熱能可蔓延的區域小(xiǎo),熱能過度密集(jí)進而造成(chéng)過燒,掛渣等。此外,在厚鋼板激光切割中,破(pò)孔(kǒng)時需導致的堆放在原材(cái)料表層的熔(róng)化三維及其熱能累積會使協助氣體流動混亂、熱能鍵入過量,進而引起過燒,導致(zhì)燒邊的狀況。
三維激光(guāng)切割碳素鋼小圓孔激光切割(gē)時導致過燒的處(chù)理方法:在以O2為(wéi)協助氣體的碳素鋼(gāng)激光切割中,處理問題 的關鍵所在怎樣抑製氧化還原反應熱的導致。可選用破孔時協助(zhù)O2,遲滯(zhì)轉換為協助(zhù)氣體或N2來激光切割的方式。這類(lèi)方式可生產加工限製為1/6厚(hòu)鋼板的小圓孔。
低工作頻率、高峰期值功(gōng)率的脈衝激光切割(gē)標準具(jù)備(bèi)能降低熱能輸出的特性,可以(yǐ)提升激光切割標準。把標準設定為單一化脈衝激光、動能抗(kàng)壓強度(dù)大的高峰期值輸出(chū)、低(dī)頻率標準,可降低破(pò)孔曆程中熔化三維在原材料表層的堆放,降低熱能輸出。
這類情況(kuàng)的處(chù)理方法是提升協助氣(qì)體的壓力,將標準設為高峰期值輸出、低工作頻率的脈衝標準。協助氣體運(yùn)用(yòng)氣體時也和運用N2時相同,是(shì)不容易產生過燒的,但卻比較容易在底邊發生掛渣,需用將標準(zhǔn)設定為高協助空氣壓力、高(gāo)峰期(qī)值輸出、低工作頻(pín)率的脈衝標準。

三維激光切割機(jī)切機燒邊原由及處理,這篇文章小編今天就給大家說到這了,我們日本花季传媒app激光從事激光行業也有12年了(le),期間我們一直研(yán)究生產機械手激光焊接機、三維激光切割機、激光刻字機、非標自動化激光配套設(shè)備等等,各類激光設備在我們工業上有很大的需求,尤其是(shì)工業中的各類需焊接、切(qiē)割,日本花季传媒app激光在這些年中也得到了很多客戶的信賴與支持,一直相信(xìn)我們的品質,和我們一(yī)直合作(zuò),歡迎大家(jiā)光臨我司,我司就在廣東省東莞市望牛墩鎮匯源4號,期待大家的光臨,也可登陸我司網站(zhàn)www.njysjd.com,點擊(jī)查詢。

上一(yī)篇: 三維激光切割(gē)機切割這材料要引起注意了
下(xià)一篇:三維機(jī)械手激光(guāng)切割機切割精密度的確定

